સિંગ્યુલેટર
ઉત્પાદન વર્ણન
ડીજીsingulator કોઈ અવ્યવસ્થિત પાર્સલ બનાવે છે.
મોડ્યુલ ડિઝાઇન, સરળ એસેમ્બલ અને ડિસએસેમ્બલ.ઓછી કિંમત અને ઉચ્ચ એપ્લિકેશન સાથે ઓછો અલગ વિભાગ.
છબીનો ભાગ: મલ્ટી-ગ્રુપ TOF કેમેરા અને RGB કેમેરાને રીઅલ ટાઇમમાં વિભાજક પરના પેકેજોનું નિરીક્ષણ કરવા માટે જોડવામાં આવે છે.ઊંચાઈની માહિતી અને ગ્રાફિક માહિતીની ગણતરી કરીને, વિભાજક પરના પાર્સલને ચોક્કસ રીતે અલગ અને સ્થાન આપવામાં આવે છે.પેકેજ વિભાજન વ્યૂહરચનાનો શ્રેષ્ઠ ઉકેલ શોધવા માટે ડીપ લર્નિંગ અલ્ગોરિધમ લાગુ કરવામાં આવે છે, અને વિભાજકના ડ્રાઇવ લેયરને શ્રેષ્ઠ વ્યૂહરચના અનુસાર કાર્ય કરવા માટે જાણ કરવામાં આવે છે.
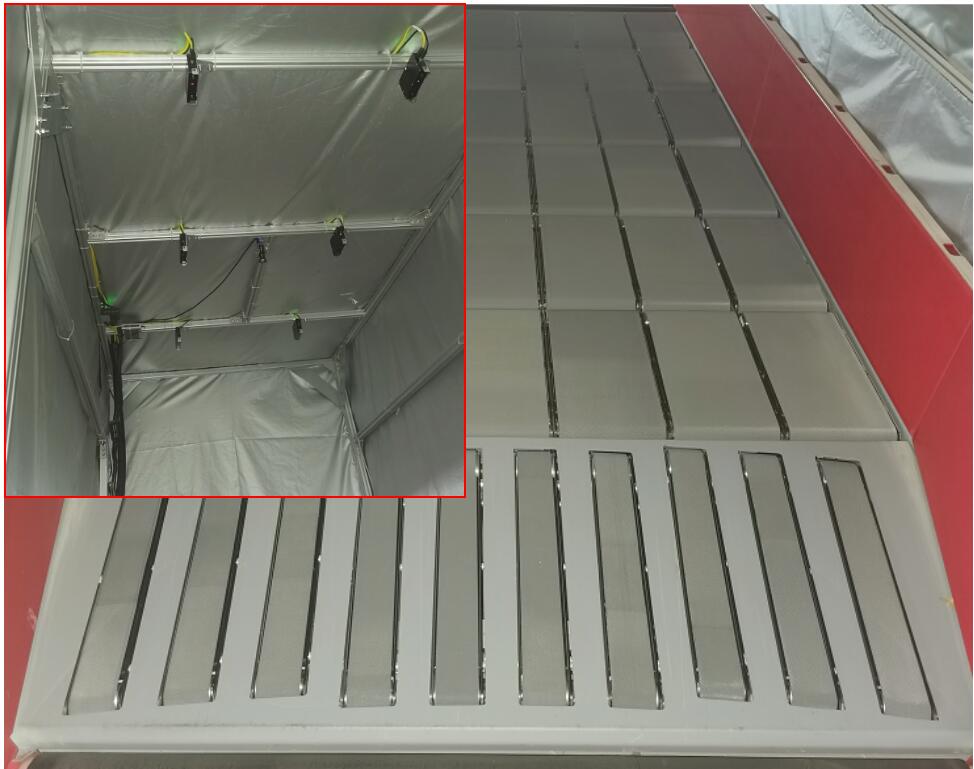
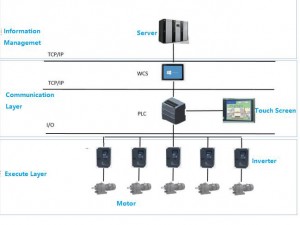
ડ્રાઇવિંગ લેયર: નાના બેલ્ટના ઘણા જૂથો મેટ્રિક્સ સ્વરૂપમાં જોડાયેલા છે, અને એક નાનો પટ્ટો સર્વો ડ્રાઇવ મોટર દ્વારા ચલાવવામાં આવે છે.દરેક મોટર ડ્રાઈવર કેનોપેન બસ દ્વારા મુખ્ય નિયંત્રણ PLC સાથે ઉચ્ચ ઝડપે વાતચીત કરે છે, અને PLC એ વિભાજન પ્રણાલીની સ્થિરતા અને વિશ્વસનીયતા સુનિશ્ચિત કરવા માટે ઉપલા કમ્પ્યુટર દ્વારા જારી કરાયેલ ક્રિયા સૂચનાઓનું અમલીકરણ કરે છે.
પાર્સલને ઓળખવા માટે વિઝ્યુઅલ ટેક્નોલોજી અપનાવવી અને પછી દરેક પાર્સલ અમુક અંતર સાથે ઓર્ડર કરે છે તેની ખાતરી કરવા માટે નાના કદના કન્વેયર બેલ્ટને નિયંત્રિત કરવું..
ડીજીsingulator કોઈ અવ્યવસ્થિત પાર્સલ બનાવે છે.
મોડ્યુલ ડિઝાઇન, સરળ એસેમ્બલ અને ડિસએસેમ્બલ.ઓછી કિંમત અને ઉચ્ચ એપ્લિકેશન સાથે ઓછો અલગ વિભાગ.
તકનીકી પરિમાણ
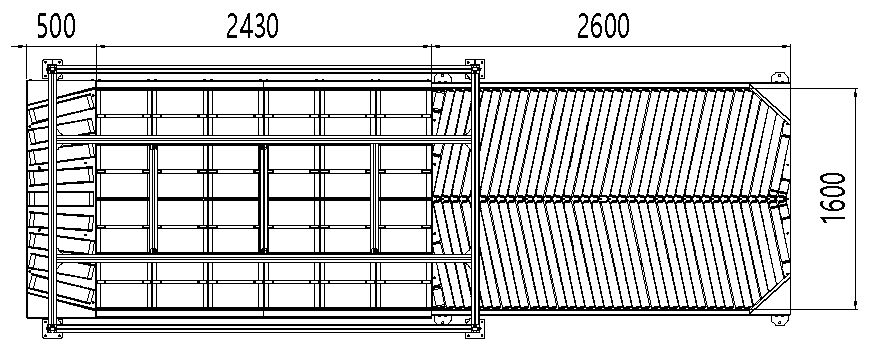
સિંગ્યુલેટર વિભાજન વિભાગનું કદ 2000mm(L)X1500mm(W)
સિંગલ સિંગલ વિભાજક કદ 450mm(L)X150mm(W)
કેમેરા ડેપ્થ ઓફ ફીલ્ડ 1000mm
પાર્સલનું કદ(LXWXH) ન્યૂનતમ: 150mmX150mmX30mm
મહત્તમ: 1500mmX1000mmX1000mm
વિભાજન પછી પાર્સલ અંતર 650±100
પાર્સલ ઇન-ફીડ એન્ડ માટે બેલ્ટની પહોળાઈ 1000mm અથવા 1200mm
આઉટપુટ એન્ડની બેલ્ટ સ્પીડ 2m/s ઉપર
આઉટ-ફીડ એન્ડ માટે બેલ્ટની પહોળાઈ 1200mm
વિભાજન પ્રક્રિયા મોનીટરીંગ
1. વિભાજિત પાર્સલના માથા અને પૂંછડી વચ્ચેના અંતરનું રીઅલ-ટાઇમ વિઝ્યુઅલ મોનિટરિંગ દ્વારા, વિભાજકની અલગતા ગુણવત્તાને જાણી શકાય છે જેને વિભાજન અંતરની સ્થિરતા પણ કહેવાય છે.બેક-એન્ડ ઇલેક્ટ્રિકલ કંટ્રોલ સાથે જોડીને, પાર્સલને બેક-એન્ડ સૉર્ટિંગ લાઇન પર કાર્યક્ષમ અને સફળતાપૂર્વક સૉર્ટ કરી શકાય છે.
2. વિભાજન વિભાગમાં તમામ સર્વો મોટર્સના વર્તમાનનું નિરીક્ષણ કરીને, સાધનસામગ્રીના સંચાલનની સંભવિત સમસ્યાઓ અગાઉથી શોધી શકાય છે, જેથી પછીના ખોટા વિભાજનને કારણે થતા નુકસાનને ટાળી શકાય.

સિંગુલાડોરને ફ્રન્ટ-એન્ડ તરીકે લાગુ કરવામાં આવે છે/ટર્મિનલ અનલોડિંગ/ ક્રોસ બેલ્ટ સોર્ટિંગડીજીની ઓટોમેટિક સોર્ટેશન સિસ્ટમ્સમાં સોલ્યુશન, માલના વર્ગીકરણ કાર્યની કાર્યક્ષમતામાં અસરકારક રીતે સુધારો કરે છે.
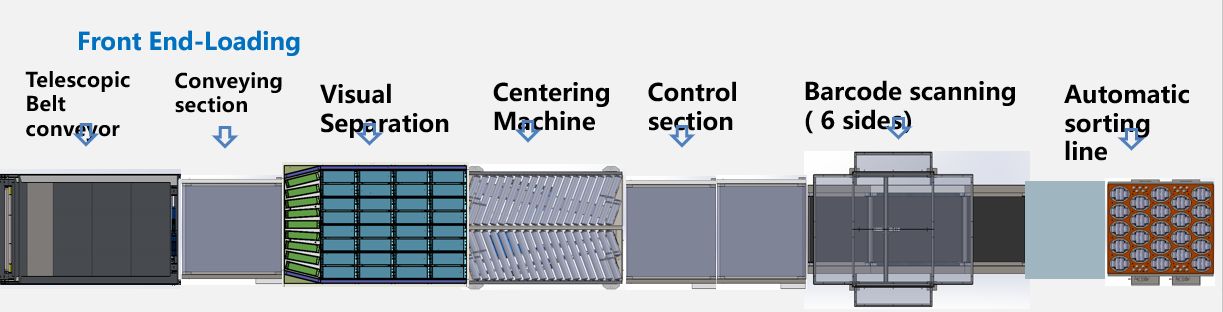
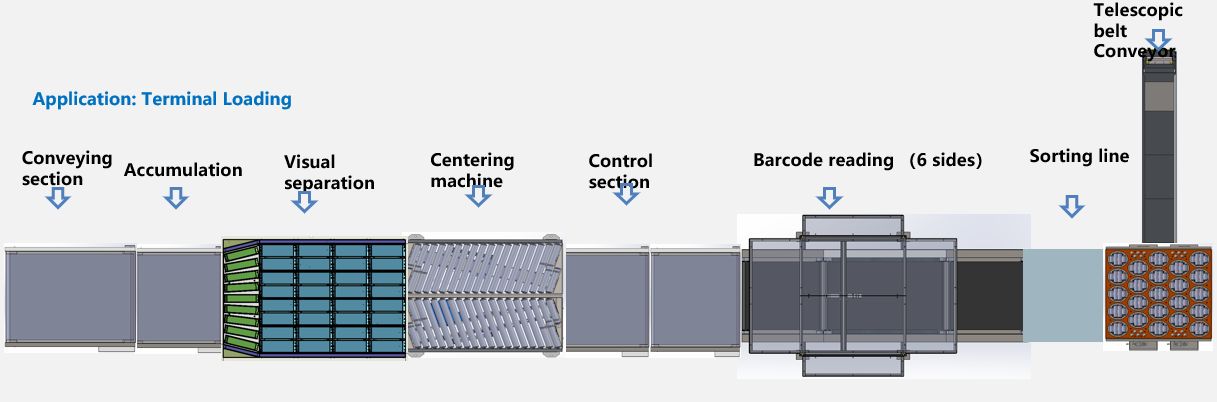
ફ્રન્ટ એન્ડ-લોડિંગ
1. પાર્સલ ટેલિસ્કોપિક બેલ્ટ કન્વેયર પર ઓર્ડર વગર મૂકવામાં આવ્યા હતા અને સ્ટેક કરવામાં આવ્યા હતા.
2. પાર્સલ વિઝ્યુઅલ વિભાજક સુધી પહોંચે છે , કેમેરા વાંચ્યા પછી પાર્સલની સ્થિતિની માહિતી અને એલ્ગોરિધમ સાથે સિંગલ અથવા મલ્ટી બેલ્ટને આગળ અને અંતિમ પાર્સલને અલગ કરવા માટે કામ કરશે.
3. પાર્સલ આગળ અને છેડાને અલગ કર્યા પછી, તેમને સેન્ટરિંગ મશીન દ્વારા સારી રીતે ઓર્ડર કરવામાં આવશે.
4. પાર્સલ સંચય વિભાગમાં દાખલ થાય છે, જેથી પેકેજો નિર્દિષ્ટ લય અનુસાર વ્યવસ્થિત રીતે પ્રસારિત થઈ શકે.
5. નિયમિત અને વ્યવસ્થિત પાર્સલ કોડ સ્કેનિંગ સાધનોમાં દાખલ થાય છે અને માહિતી વાંચ્યા પછી આપોઆપ સૉર્ટિંગ લાઇનમાં દાખલ થાય છે..
એપ્લિકેશન: ટર્મિનલ લોડિંગ
એપ્લિકેશન: ઓટોમેટિક ઇન્ડક્શન સાથે ક્રોસ બેલ્ટ સોર્ટિંગ
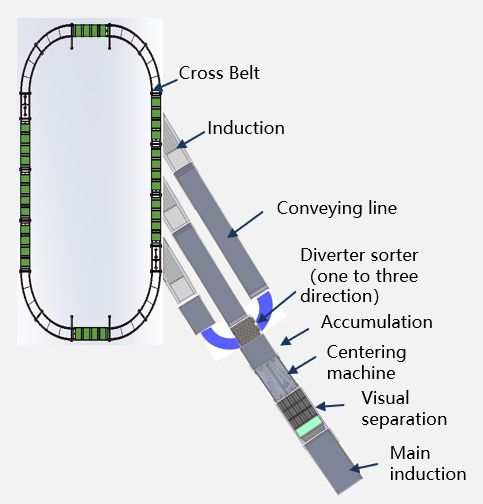
કાર્યપ્રવાહ:
1. પાર્સલ મુખ્ય લાઇન દ્વારા સિંગ્યુલેટરમાં જાય છે
2. વિઝ્યુઅલ સેપરેશન મશીન પરનો કૅમેરો પાર્સલની સ્થિતિની માહિતીને ઓળખે છે તે પછી, તે અલ્ગોરિધમ દ્વારા આગળ વધવા માટે સિંગલ બેલ્ટ અથવા બહુવિધ બેલ્ટ ચલાવે છે, જેથી પાર્સલને આગળ-પાછળના ક્રમમાં અલગ કરવાનો હેતુ હાંસલ કરી શકાય.
3. પાર્સલને આગળથી પાછળ અલગ કર્યા પછી, પાર્સલને સેન્ટરિંગ મશીન દ્વારા કેન્દ્રિત અને વ્યવસ્થિત રીતે ગોઠવવામાં આવે છે.
4. પાર્સલ સંચય વિભાગમાં દાખલ થાય છે, જેથી પાર્સલ નિર્દિષ્ટ લય અનુસાર વ્યવસ્થિત રીતે પ્રસારિત કરી શકાય.
5. પાર્સલ ઇન્ડક્શન પ્લેટફોર્મ પરની કંટ્રોલ માહિતી અનુસાર, ડાયવર્ટર વ્હીલ પાર્સલને વિવિધ પાર્સલ ઇન્ડક્શન લાઇનમાં સૉર્ટ કરે છે.
6. પાર્સલ ઇન્ડક્શન પ્લેટફોર્મ પર ક્રોસ બેલ્ટ દ્વારા આપમેળે સૉર્ટ થાય છે