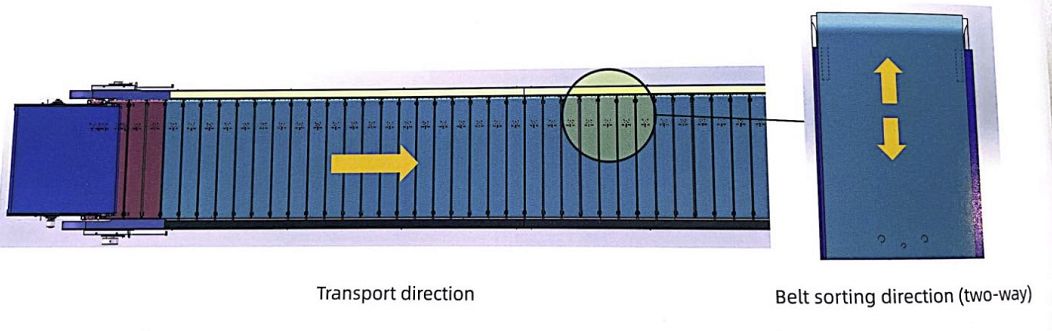
રેખીય ક્રોસ બેલ્ટ સોર્ટરને મોટર દ્વારા સાંકળ દ્વારા ચલાવવામાં આવે છે જેથી બેલ્ટ કેરી પાર્સલ હોય.સ્કેનિંગ સિસ્ટમ ચુટ અને કદની માહિતી મેળવ્યા પછી, તેટ્રોલીના પટ્ટાઓ એક પછી એક સૉર્ટિંગ દિશામાં આગળ વધે તે માટે PLC દ્વારા ચ્યુટ પર ડાયવર્ટિંગ મિકેનિઝમને ટ્રિગર કરો, જેથી પાર્સલને ચ્યુટ સુધી પહોંચાડી શકાય અને પાર્સલને સૉર્ટ કરવાનો હેતુ સિદ્ધ કરી શકાય.
| વસ્તુ | પરિમાણો | ||
| મોટર પાવર | 11kw(30-40m) | 15kw(40-50m) | 18.5kw(50-60m) |
| વહન પહોળાઈ | 1000 મીમી | ||
| વહન ઝડપ | 1.5m/s | ||
| Chutes કેન્દ્ર અંતર | 2200 મીમી | ||
| મહત્તમ વર્ગીકરણ કાર્યક્ષમતા | 6000PPH (800mm પર પાર્સલ લંબાઈ) | ||
| મહત્તમ સૉર્ટિંગ કદ | 1600X1000(LXW) | ||
| મહત્તમ વર્ગીકરણ વજન | 60 કિગ્રા | ||
| ચુટ પહોળાઈ | 2400-2500 મીમી | ||
| પાર્સલ વચ્ચે ન્યૂનતમ અંતર | 300 મીમી | ||
| વાહક પિચ | 15.24 મીમી | ||
| બેલ્ટની પહોળાઈ | 140 મીમી | ||
| સ્થળાંતર કોણ | 25 ડિગ્રી સાથે 1000mm પહોળાઈ, 32 ડિગ્રી સાથે 1200mm પહોળાઈ | ||
| સોલેનોઇડ વાલ્વ | |||
| વસ્તુ | પરિમાણો | |||
| મોટર પાવર | 9kw(30-40m) | 11kw(40-50m) | 15kw(50-60m) | 18.5kw(60-100m) |
| વહન ઝડપ | 2-2.2m/s | |||
| ન્યૂનતમ ચૂટ્સ પહોળાઈ | 1000 મીમી | |||
| મહત્તમ વર્ગીકરણ કાર્યક્ષમતા | 8500PPH (400mm પર પાર્સલ લંબાઈ) | |||
| ઇલેક્ટ્રિક ડ્રમ મોટર પાવર | 300W | |||
| વજન લોડ કરી રહ્યું છે | 60 કિગ્રા/મી | |||
| ચુટ પહોળાઈ | 2400-2500 મીમી | |||
| વાહક પિચ | 15.24 મીમી | |||
| બેલ્ટની પહોળાઈ | 126 મીમી | |||
અરજી
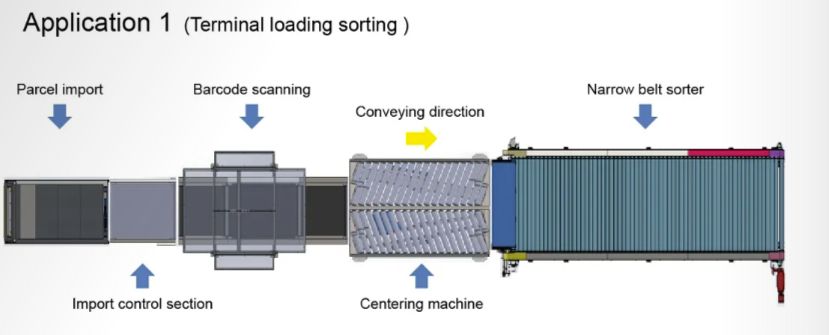
ટર્મિનલ લોડિંગ સૉર્ટિંગ
1. ટેલિસ્કોપિક બેલ્ટ કન્વેયર દ્વારા અથવા સૉર્ટિંગ લાઇન માટે અન્ય પદ્ધતિઓ દ્વારા પાર્સલની આયાત કરવામાં આવી હતી.
2. પાર્સલ અંતર હાંસલ કરવા અને બારકોડ ગ્રીડ માહિતી અને પરિમાણ માહિતી વાંચ્યા પછી આયાત નિયંત્રણ વિભાગ દ્વારા પાર્સલ નિયંત્રિત કરવામાં આવ્યા હતા.
3. સેંટરિંગ મશીન દ્વારા આવ્યા પછી નિયુક્ત ગ્રીડમાં સાંકડો બેલ્ટ સોર્ટર સૉર્ટ કરો.
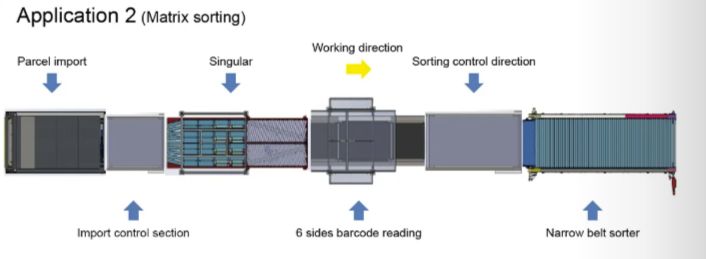
મેટ્રિક્સ સૉર્ટિંગ
1. ટેલિસ્કોપિક બેલ્ટ કન્વેયર દ્વારા અથવા સૉર્ટિંગ લાઇન માટે અન્ય પદ્ધતિઓ દ્વારા પાર્સલની આયાત કરવામાં આવી હતી.
2. એકવચન સિસ્ટમ વાંચ્યા પછી અને બારકોડ ગ્રીડ માહિતી અને પરિમાણ માહિતી વાંચ્યા પછી પાર્સલ સિંગલ પીસ હતા.
3. કંટ્રોલ સેક્શન પછી નિયુક્ત ગ્રીડમાં સાંકડો બેલ્ટ સોર્ટર સૉર્ટ કરો.
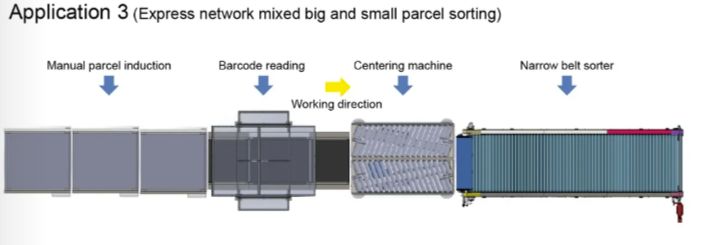
સિસ્ટમ ચાલી રહેલ પ્રવાહ
1. ઇન્ડક્શન બેલ્ટ પર જાતે પાર્સલ મૂકો અને દરેક બેલ્ટ માત્ર એક પાર્સલને મંજૂરી આપે છે જેથી દરેક પાર્સલ નિયંત્રિત થાય.
2. બારકોડ રીડિંગમાંથી પાર્સલ ગર્ડ અને પરિમાણની માહિતી વાંચવામાં આવી હતી.
3. સૉર્ટ કરેલા પાર્સલ સેન્ટરિંગ મશીન પછી નિયુક્ત ગર્ડ પર જાય છે.
ઓન-સાઇટ કેસો