સ્વચાલિત સૉર્ટિંગ સોલ્યુશન વર્કિંગ ફ્લો પરિચય
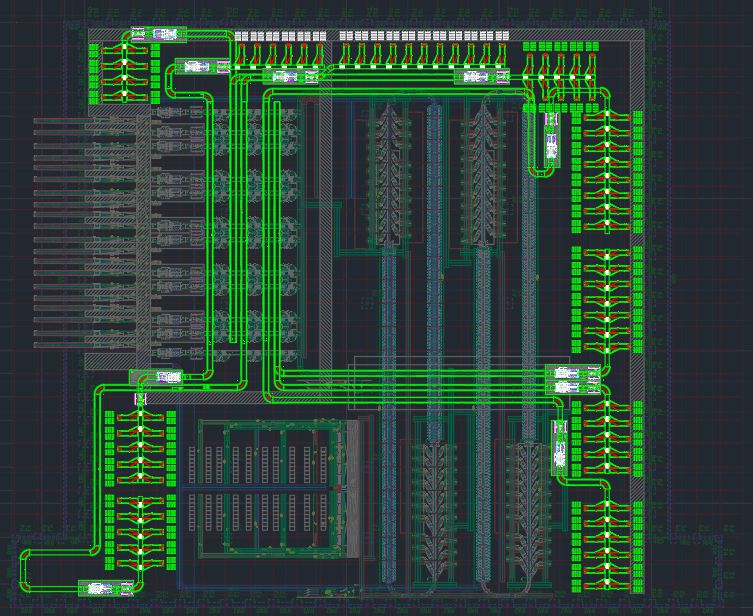
કાર્ય પ્રવાહ
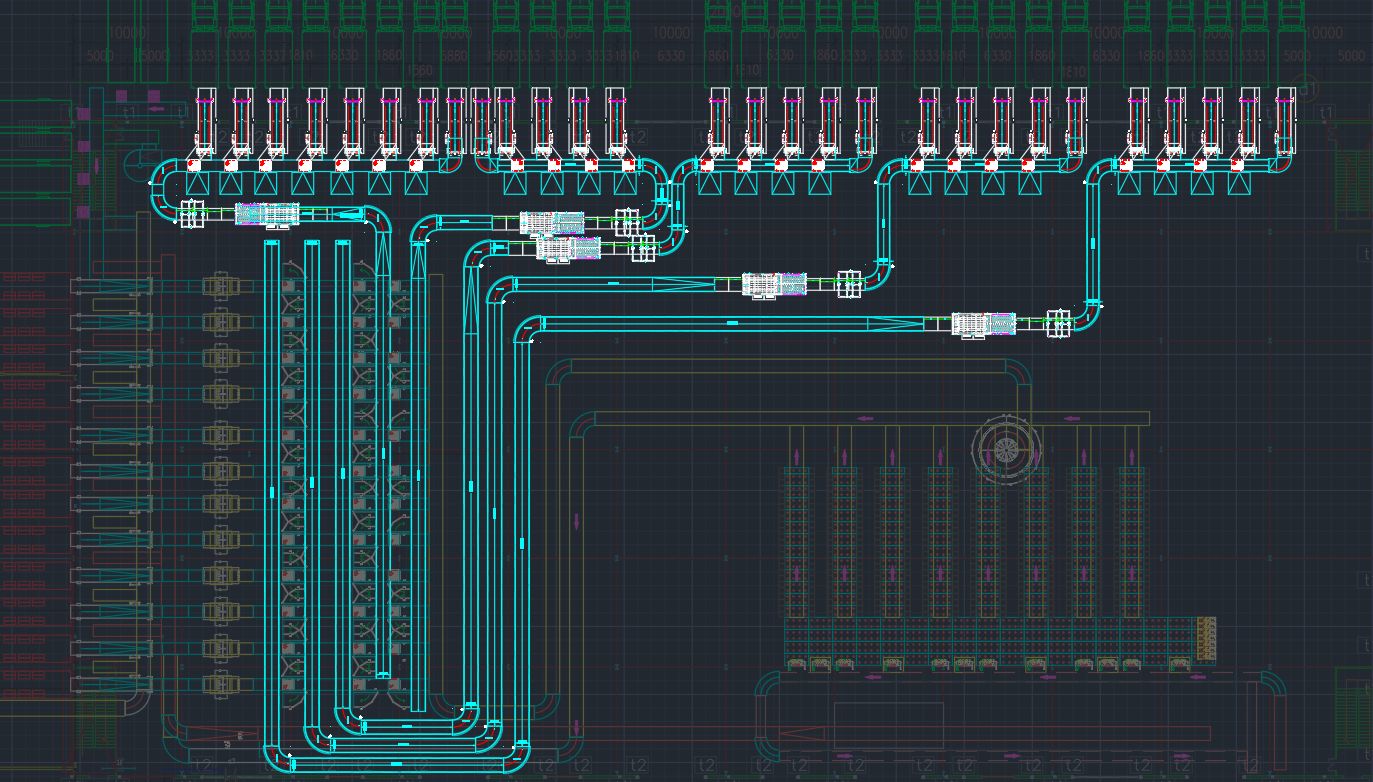
અનલોડિંગ મેટ્રિક્સ અને બલ્કી પાર્સલ હેન્ડલિંગ
કામદારો દ્વારા જથ્થાબંધ પાર્સલ મોટા પાર્સલ કન્વેયર પર મૂકવામાં આવશે અને અન્ય વેરહાઉસમાં પરિવહન કરવામાં આવશે.
ઉચ્ચ મૂલ્યના પાર્સલને કામદારો દ્વારા ઉચ્ચ મૂલ્યના પાર્સલ કન્વેયર પર મૂકવામાં આવશે અને AGV ઇન્ફીડ વિસ્તારમાં પરિવહન કરવામાં આવશે.
પીક સમયે, 6 વધુ ટ્રકને અનલોડ કરવા દો.માલસામાનને ફ્રી રોલર કન્વેયર દ્વારા મેટ્રિક્સની મુખ્ય લાઇન પર કન્વેયર પર મૂકી શકાય છે.
કામદારો ટ્રકમાંથી મધ્યમ પાર્સલ અને બારદાનની થેલીઓ ઉતારશે.ઇનબાઉન્ડ એરિયામાં 12 ટેલિસ્કોપિક કન્વેયર, 1 મેન્યુઅલ અનલોડિંગ લાઇન, 6 બલ્કી પાર્સલ કન્વેયર અને 6 હાઇ વેલ્યુ પાર્સલ કન્વેયર હશે.
મધ્યમ પાર્સલ કે જેનું કદ 400*400*400 mm અને 1000*1000*800mm કરતાં નાનું છે તે DWSમાંથી પસાર થઈ શકે છે અને વ્હીલ સોર્ટર દ્વારા મેટ્રિક્સ અંડર-લાઇનમાં ગોઠવી શકાય છે.
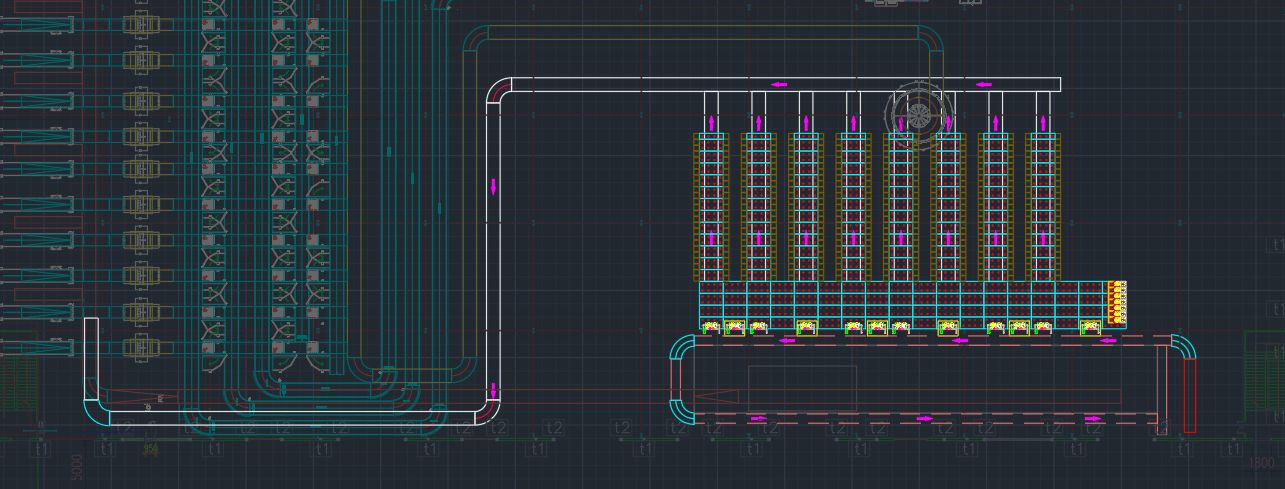
લોડિંગ વિસ્તાર
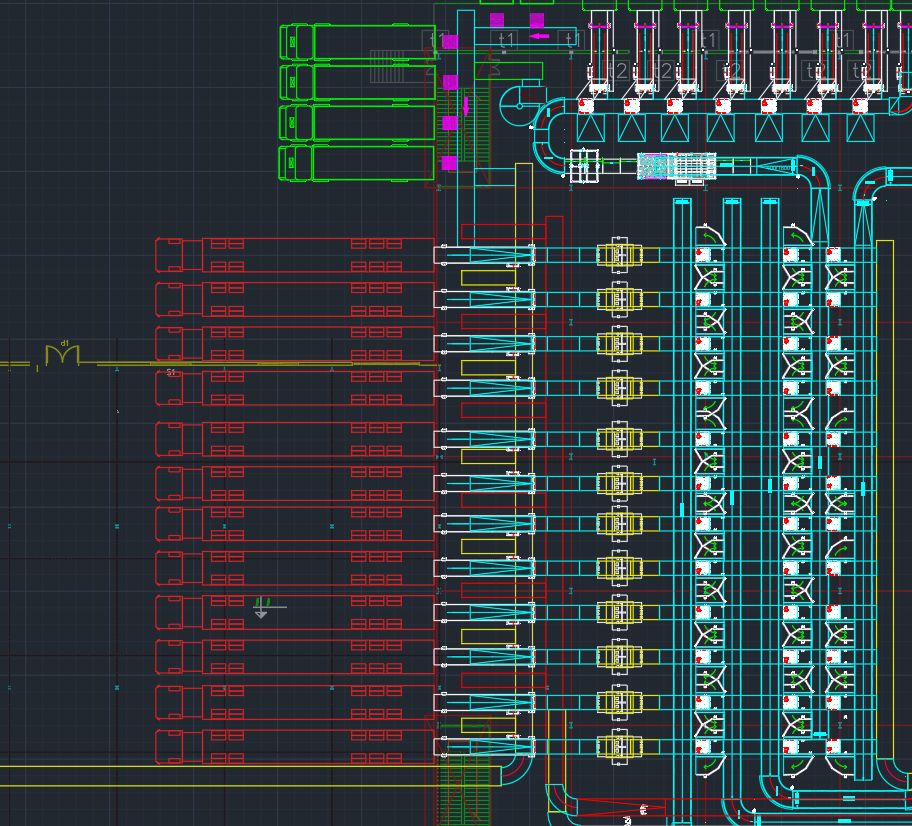
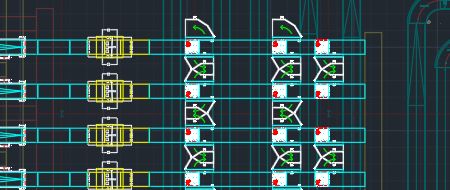
- મેટ્રિક્સ 5 વિવિધ લોડિંગ વિસ્તારોમાં પાર્સલને પ્રી-સૉર્ટ કરશે.દરેક લોડિંગ લાઇન વિઝ્યુઅલ સિંગ્યુલેટર સેટ કરશે.સિંગ્યુલેટર પછી પાર્સલ એક પછી એક 6-સાઇડ સ્કેનરમાંથી પસાર થશે.ઓપરેટરને બારકોડ માહિતી તપાસવાની જરૂર નથી.સિસ્ટમ આપોઆપ પાર્સલને જમણી ડોક પર સૉર્ટ કરશે.વિઝ્યુઅલ સિંગ્યુલેટર ઓપરેટરને ગંતવ્યની તપાસ કરવાની જરૂર નથી, જે માનવશક્તિને ઘટાડી શકે છે અને લોડિંગ ક્ષમતામાં વધારો કરી શકે છે.
અસામાન્ય પાર્સલ હેન્ડલિંગ અને નાનું સામાન્ય પાર્સલ હેન્ડલિંગ
દરેક ઇન્ડક્શનની નજીક, રિજેક્ટ લાઇન પર જતી રિજેક્ટ ચુટ છે.જો એક પાર્સલ ક્રોસ-બેલ્ટ સોર્ટર પર જવા માટે યોગ્ય ન હોય અથવા સિસ્ટમ ઓપરેટરને જણાવો કે આ પાર્સલ મેન્યુઅલ હેન્ડલિંગની જરૂર છે, તો ઓપરેટર આ પાર્સલને ઇન્ડક્શન રિજેક્ટ ચ્યુટમાં મૂકશે અને કન્વેયરમાં આવશે.પછી કન્વેયર સર્પાકાર ચુટ દ્વારા 1મા માળે AGV સોર્ટિંગ એરિયામાં પાર્સલનું પરિવહન કરશે.
- ત્યાં કેટલાક નાના પાર્સલ પણ છે જે ક્રોસ-બેલ્ટ સોર્ટર પર જઈ શકતા નથી, તે બધા અસ્વીકાર લાઇન દ્વારા AGV સૉર્ટિંગ વિસ્તારમાં પરિવહન કરશે.
- AGV સૉર્ટિંગ એરિયા રિજેક્ટ પાર્સલ અને ઉચ્ચ મૂલ્યના પાર્સલને સૉર્ટ કરશે.પછી આ પાર્સલ આઉટબાઉન્ડ પર જવા માટે મેટ્રિક્સના DWS માં પરિવહન કરવામાં આવશે.
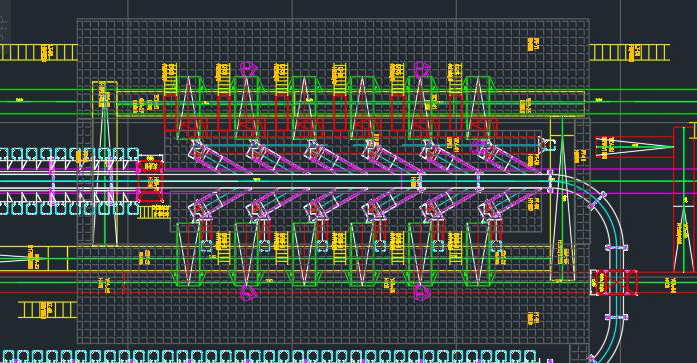
ઇન્ડક્શન પર નાના પાર્સલનું વર્ગીકરણ
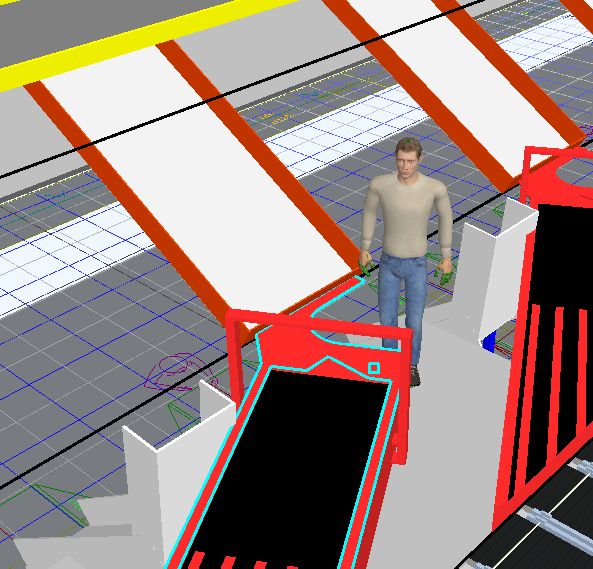
- ઓપરેટરો બેગને અનપેક કરશે અને પાર્સલને ચુટ્સમાં છોડશે.
- પીક સમયે, અનપેક્ડ એરિયામાં અન્ય કાર્ય પણ હોય છે.મેઝેનાઇન પાસે બદામની થેલીઓ સ્ટોર કરવા માટે પૂરતી જગ્યા છે.
- દરેક ઇન્ડક્શનમાં બારકોડ સ્કેનર, વેઇંગ સ્કેલ સેન્સર, ડાયમેન્શન સેન્સર, હેન્ડહેલ્ડ સ્કેનર અને કીબોર્ડ અને માઉસ સાથેનું પીસી હોય છે.
- ઓપરેટરો ચુટમાંથી પાર્સલ લેશે અને તેને એક પછી એક ઇન્ડક્શન પર મૂકશે.
- ઇન્ડક્શન પાર્સલને આપમેળે સ્કેન કરશે, પરિમાણ કરશે અને તેનું વજન કરશે.તે પછી, પાર્સલ ક્રોસ બેલ્ટ લૂપમાં મર્જ કરવામાં આવશે.
- જો ઓટો સ્કેનર બારકોડ વાંચી શકતું નથી, તો આ પાર્સલ ત્યાં જ અટકી જશે અને સોર્ટરમાં મર્જ થશે નહીં.જેથી ઓપરેટરો તેને સ્કેન કરવા માટે હેન્ડહેલ્ડ સ્કેનરનો ઉપયોગ કરી શકે અથવા પીસીમાં બારકોડ નંબર મેન્યુઅલી કી-ઇન કરી શકે.
- દરેક ઇન્ડક્શનની નજીક, ભોંયતળિયે જતી એક અસ્વીકાર ચુટ છે.જો એક પાર્સલ સોર્ટર પર જવા માટે યોગ્ય ન હોય અથવા સિસ્ટમ ઓપરેટરોને જણાવે કે આ પાર્સલને મેન્યુઅલ હેન્ડલિંગ કરવાની જરૂર છે, તો ઓપરેટરો આ પાર્સલને ઇન્ડક્શન રિજેક્ટ ચુટમાં મૂકશે જે અસામાન્ય પાર્સલ લાઇન સાથે કનેક્ટ થશે.આ લાઇન અસામાન્ય પાર્સલને મેન્યુઅલ સોર્ટિંગ એરિયામાં પરિવહન કરશે.
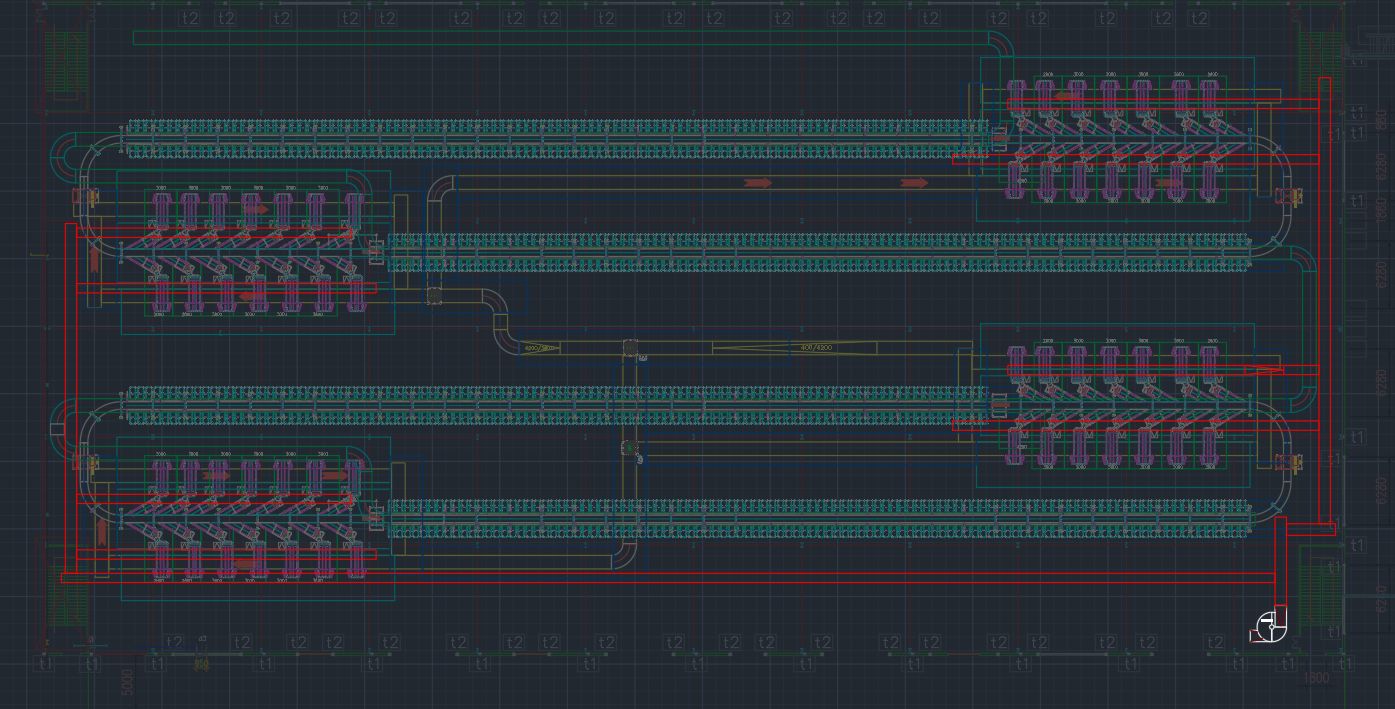
રીટર્ન લાઇન પરિવહન અને વર્ગીકરણ
- ક્રોસ બેલ્ટ સોર્ટિંગ અને મેન્યુઅલ સોર્ટિંગ પછી, કામદારો બટાકાની થેલીને નીચે લઈ જશે અને તેને પેક કરશે, પછી બારદાનની થેલીને ક્રોસ બેલ્ટની નીચેની રીટર્ન લાઇનમાં મૂકશે.બટાકાની થેલીઓ મેટ્રિક્સ પર પાછી પરિવહન કરશે અને લોડિંગ લાઇનમાં ગન બેગને સૉર્ટ કરવા માટે વિઝ્યુઅલ સિંગ્યુલેટર અને 6-સાઇડ સોર્ટિંગ મશીન હશે.
ક્રોસ બેલ્ટ પાર્સલ સ્પષ્ટીકરણ
ઓટોમેટેડ સોર્ટિંગ સિસ્ટમ કાર્ડબોર્ડ બોક્સ, બેગવાળી વસ્તુઓ અને પાર્સલ એન્વલપ્સને હેન્ડલ કરવામાં સક્ષમ છે.સામાન્ય રીતે, આ સિસ્ટમ પર સૌથી વધુ પરિવહન અને સૉર્ટ કરવામાં આવશે તે ઉત્પાદનો છે:

વહન કરી શકાય તેવા પાર્સલ
પાર્સલ અને કાર્ડબોર્ડ બોક્સ ઓટોમેટેડ સોર્ટિંગ સિસ્ટમ દ્વારા હેન્ડલ કરી શકાય છે.વ્યાપક પરીક્ષણ અને અનુભવના વિશ્લેષણના આધારે, ડીજીએ પોલીબેગ, ફ્લેટ પાર્સલ અને એન્વલપ્સને હેન્ડલ કરવાની ક્ષમતા સાબિત કરી છે.
ભલામણ કરેલ પરિમાણ સ્પષ્ટીકરણો નીચે મુજબ છે:
| પરિમાણો | [કંપની] (L×W×H) | સ્પષ્ટીકરણ GF(L×W×H) |
| મહત્તમ કદ [મીમી] | 400×400×400 | 400×400×400 |
| ન્યૂનતમ કદ [એમએમ] | 85×85×10 | 85×85×10 |
| વજન શ્રેણી [કિલો] | 0.05 - 10 | 0.05 - 20 |